Trong hệ thống phân loại và đóng gói, đóng miệng bao là công đoạn hoàn thiện trực tiếp trên bao bì sau khi sản phẩm đã được cấp vào đúng định lượng hoặc đúng quy cách. Đây là bước quyết định khả năng bảo vệ sản phẩm, độ ổn định khi lưu kho, vận chuyển và mức độ đồng đều của thành phẩm đầu ra.
Với nhiều doanh nghiệp, công đoạn này thường bị xem là một thao tác cuối đơn giản. Thực tế, đây là điểm ảnh hưởng trực tiếp đến chất lượng bao gói. Nếu miệng bao không được khép kín đúng kỹ thuật, sản phẩm có thể gặp tình trạng hở mép, lệch đường hàn, rò rỉ, giảm tuổi thọ bảo quản hoặc phát sinh lỗi ở các công đoạn sau như in bao, kiểm tra, đóng thùng và xuất hàng.
Tại Hưng Khang, chúng tôi tiếp cận công đoạn đóng miệng bao theo hướng đồng bộ với toàn bộ dây chuyền, bảo đảm bao bì không chỉ được đóng kín mà còn vận hành ổn định, đúng nhịp và phù hợp với đặc tính sản phẩm.
Nhu cầu thị trường
Giảm lỗi hở mép, lệch hàn và sai sót thao tác thủ công
Tăng độ đồng đều và ổn định ở công đoạn hoàn thiện bao gói
Đảm bảo bao bì kín chắc, bảo vệ sản phẩm khi lưu thông
Đồng bộ tốc độ đóng miệng bao với toàn bộ dây chuyền đóng gói
Đóng Miệng Bao & Khép Kín Bao Bì
Mục lục
1. Đóng miệng bao là gì trong dây chuyền đóng gói
Đóng miệng bao là quá trình khép kín phần mở của bao bì sau khi sản phẩm đã được đưa vào trong túi, bao hoặc vật liệu chứa. Mục tiêu của công đoạn này là tạo ra trạng thái bao gói hoàn chỉnh, bảo vệ sản phẩm bên trong và chuẩn bị cho các bước tiếp theo của dây chuyền.
Tùy theo loại vật liệu bao bì, đặc tính sản phẩm và yêu cầu vận hành, công đoạn này có thể đi theo nhiều phương thức khác nhau. Mỗi phương thức đều có yêu cầu kỹ thuật riêng về độ kín, độ bền, tính thẩm mỹ, tốc độ và khả năng tích hợp với hệ thống.
2. Các phương thức phổ biến để đóng miệng bao và khép kín bao bì
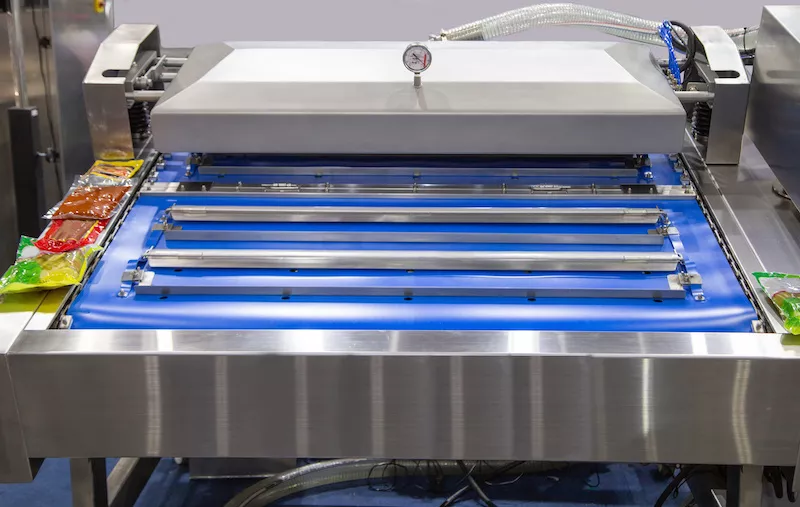
2.1. Hàn nhiệt
Đây là phương thức phổ biến nhất trong nhiều dây chuyền đóng gói hiện đại. Mép bao được làm nóng và ép kín để tạo thành đường hàn ổn định.
Phương thức này phù hợp với nhiều loại bao bì nhựa hoặc màng ghép, có ưu điểm là tốc độ cao, đường hàn đồng đều và dễ tích hợp vào dây chuyền tự động. Chất lượng đường hàn là yếu tố rất quan trọng, vì nó ảnh hưởng trực tiếp đến độ kín và độ bền của bao bì.
Hàn nhiệt
2.2. Khâu bao
Khâu bao thường được sử dụng với các loại bao tải, bao dệt hoặc bao bì công nghiệp có tải trọng lớn. Miệng bao được khép lại bằng chỉ khâu cơ học, tạo độ chắc chắn cho quá trình lưu kho và vận chuyển.
Phương thức này phù hợp với các sản phẩm dạng hạt, bột hoặc nguyên liệu đóng bao lớn, nơi yêu cầu chính là độ bền cơ học của miệng bao.
Khâu bao
2.3. Dán keo
Dán keo được áp dụng khi bao bì cần được đóng kín bằng lớp kết dính thay vì hàn nhiệt hoặc khâu. Phương thức này thường phù hợp với một số dạng túi giấy, hộp hoặc vật liệu bao gói có cấu trúc đặc thù.
Điểm quan trọng của phương thức này là khả năng bám dính ổn định, độ chính xác khi cấp keo và sự đồng đều trong quá trình hoàn thiện bao bì.
Một số dạng bao bì sử dụng cơ cấu kẹp, ghim hoặc cố định cơ khí để khép kín miệng bao. Cách làm này phù hợp với những ứng dụng có yêu cầu đơn giản hơn hoặc đặc thù riêng về vật liệu và cách sử dụng.
Dù không phải là phương thức phổ biến nhất trong các dây chuyền tốc độ cao, đây vẫn là lựa chọn phù hợp ở một số bài toán đóng gói riêng biệt.
Kẹp ghim cơ khí
3. Điều gì quyết định một công đoạn đóng miệng bao hiệu quả
Trong thực tế, hiệu quả của công đoạn này không chỉ nằm ở phương thức đóng kín, mà nằm ở việc toàn bộ hệ thống có vận hành ổn định hay không.
Một công đoạn đóng miệng bao tốt cần bảo đảm:
bao bì được khép kín đúng kỹ thuật
đường hàn, đường khâu hoặc điểm dán đồng đều
tốc độ phù hợp với nhịp chạy của dây chuyền
hạn chế lỗi lặp lại trong quá trình vận hành
dễ kết nối với in bao, dán nhãn, kiểm tra lỗi và đóng gói tiếp theo
Khi công đoạn này được thiết kế đúng, doanh nghiệp không chỉ có một bao bì được đóng kín, mà có một đầu ra ổn định hơn cho toàn bộ hệ thống phân loại và đóng gói.
4. Đóng miệng bao không nên là một điểm máy rời rạc
Một sai lệch phổ biến là tách riêng công đoạn đóng miệng bao như một thiết bị độc lập. Trong khi đó, ở góc độ hệ thống, đây là công đoạn cần gắn chặt với các bước trước và sau nó.
Miệng bao chỉ có thể được khép kín tốt khi sản phẩm được cấp đúng, bao bì được định vị ổn định, vật liệu chạy đều, tín hiệu điều khiển chính xác và nhịp băng tải được đồng bộ. Sau đó, bao gói hoàn thiện còn phải đi tiếp sang các bước như in date, dán nhãn, kiểm tra lỗi, co màng, đóng thùng hoặc phân loại.
Vì vậy, Hưng Khang không tiếp cận đóng miệng bao như một thao tác đơn lẻ. Chúng tôi triển khai theo hướng tích hợp vào toàn bộ dây chuyền, để công đoạn này thực sự vận hành đúng với mục tiêu sản xuất của nhà máy.
5. Hưng Khang triển khai gì cho công đoạn này
Trong nhóm giải pháp hệ thống phân loại và đóng gói, Hưng Khang tập trung vào hướng triển khai đồng bộ giữa thiết bị đóng gói, băng tải vận chuyển, in bao, dán nhãn và các bước kiểm tra trước khi chuyển sang công đoạn tiếp theo. Chúng tôi tư vấn giải pháp theo sản phẩm, vật liệu bao bì, tốc độ line và yêu cầu vận hành thực tế, thay vì áp một cấu hình chung cho mọi dây chuyền.
Với cách tiếp cận đó, công đoạn đóng miệng bao không chỉ dừng ở việc “đóng kín”, mà còn phải đạt được độ ổn định, tính đồng nhất và khả năng tích hợp tốt với toàn bộ hệ thống packaging. Đây cũng là tinh thần mà Hưng Khang theo đuổi trong các giải pháp đóng gói tự động: nâng cao tốc độ, độ chính xác và tính ổn định của dây chuyền.
Khi công đoạn đóng miệng bao được thiết kế và tích hợp đúng, doanh nghiệp có thể nhận được những giá trị rất rõ:
giảm lỗi bao bì hở, lệch hoặc không đồng đều
tăng độ ổn định cho đầu ra của dây chuyền
giảm phụ thuộc vào thao tác thủ công
hỗ trợ tốt hơn cho các bước in, kiểm tra và đóng gói sau đó
nâng cao chất lượng hoàn thiện của thành phẩm
Đây là một mắt xích nhỏ trong dây chuyền, nhưng lại có ảnh hưởng rất lớn đến chất lượng bao gói cuối cùng.
Kết luận
Đóng miệng bao và khép kín bao bì là công đoạn hoàn thiện trực tiếp trên bao gói sản phẩm. Dù nhìn đơn giản, đây là bước tác động rất mạnh đến độ kín, độ bền, khả năng bảo quản và tính ổn định của toàn bộ hệ thống phân loại và đóng gói.
Tại Hưng Khang, chúng tôi triển khai công đoạn này theo hướng đồng bộ với dây chuyền, kết nối chặt chẽ với cấp liệu, băng tải, in bao, dán nhãn và kiểm tra lỗi, nhằm tạo ra một hệ thống vận hành ổn định, đúng kỹ thuật và phù hợp với nhu cầu thực tế của từng nhà máy.





.png)
